河北卓新玻璃钢制品有限公司
电话:0318-8586655
手机:15531895551
传真:0318-8298887
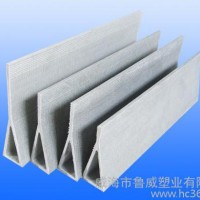
[产品的原料组成]玻璃纤维增强塑料(简称为玻璃钢)拉挤格栅是一种以不饱和聚酯树脂(包括间苯型、邻苯型、乙烯基型和酚醛型、双酚A型等)为基体,以玻璃纤维粗纱为主要原材料,在定制模具上经过特殊工艺制成的一种板材.格栅通过玻璃纤维和树脂及辅料混合拉挤而成.
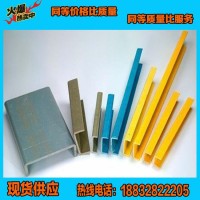
[产品规格型号]本公司可根据客户需求进行定制产品,如不同的规格型号,不同的外形尺寸,不同的负载要求等.可最大程度地满足客户的要求,并能将切割引起损耗降至最低,从而为客户节约成本.
[产品性能及优点]本公司生产的格栅是一种非金属材料,它不同于传统的金属格栅,其在化学介质的作用下不会发生电化学腐蚀而生锈,不会因此使得材料的结构受到破坏,不需要进行定期或不定期的检查、维护,不会导致工厂停产,并且不会象金属格栅那样由于许多不可见因素的存在,引起一系列的不可预见的事故的发生,同时,它也不同于木材等材料会发生腐烂、霉变现象,是传统的铁、木、水泥等材料的升级换代产品.
[产品适用范围]本产品可应用于以下场所:化工行业、造纸业、发电厂、污水处理厂、食品加工厂、冶炼厂、矿山、盐场、核电站、蓄电池厂、养殖设备配套产品等.
可用做为:人行走道、桥板、工业地坪、操作平台、地沟盖板、托盘、护栏、围栏、货架、隔离带、绿地走道、楼板踏步等等.
本公司的产品用于养殖设备配套产品的有:地板梁、格栅、围栏、食槽、水槽、管道、水罐、饲料罐、猪舍内外装修等,本产品强度高、硬度大、耐腐蚀、耐老化且易于清洗,便于维护,是传统的水泥、塑料等的更新换代产品。
玻璃钢梁的生产工艺:
1、拉挤工艺
玻璃钢梁是由拉挤成型过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从纱架引出后,经过导纱装置进入树脂槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拉出,最后由切断机定长切断。
2、工艺控制
拉挤成型工艺控制的参数主要包括成型温度、固化时间、牵引张力及牵引速度等。
(1)成型温度
在拉挤成型过程中,材料在穿越模具时发生的变化是最关键的。
玻璃纤维浸胶后通过加热的金属模具,一般将连续拉挤过程分为预热区、胶凝区和固化区。在模具上使用加热板来加热。树脂在加热过程中,温度逐渐升高,粘度降低。通过预热区后,树脂体系开始胶凝、固化,在固化区内产品受热继续固化,以保证出模时有足够的固化度。
模具的加热条件是根据树脂体系来确定的。以聚酯树脂配方为例,一般来讲,模具温度应大于树脂的放热峰值,温度上限为树脂的降解温度。温度、胶凝时间、拉速应当匹配。预热区温度可以较低,胶凝区与固化区温度相似。温度分布应使产品固化放热峰出现在模具中部靠前,胶凝固化分离点应控制在模具中部。温度梯度不宜过大。
(2)拉挤速度的确定
拉挤模具的长度一般为0.6-1.2m。在一定的温度条件下,树脂体系的胶凝时间对工艺参数速度的确定是非常重要的。一般的说,选择拉挤速度要充分考虑使产品在模具中部胶凝固化,也即脱离点在中部并尽量靠前。如果拉挤速度过快、制品固化不良或者不能固化,直接影响到产品质量;如果拉挤速度过慢,型材在模中停留时间过长,制品固化过度,产品轻度会降低。
拉挤工艺在启动时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为500一1300mm/min。
(3)牵引力
牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间的界面上的剪切应力来确定。在模具中剪切力是随拉速的变化而变化的。
模具入口处的剪切应力与模具壁附近树脂的粘滞阻力相一致。通过升温,在模具预热区内,树脂粘度随温度升高而降低,剪切力也开始下降。初始峰值的变化由树脂粘性流体的性质决定。另外,填料含量和模具入口温度也对初始剪切力影响很大。
由于树脂固化反应,它的粘度增加而产生第2个剪切应力峰。该值对应于树脂与模具壁面的脱离点,并与拉速关系很大,当牵引速度增加时,这个点的剪切力大大减小。
最后,第3区域也即模具出口处,出现连续的剪切应力,这是由于在固化区中与模具壁摩擦引起的,这个摩擦力较小。
牵引力在工艺控制中很重要。成型中若想使制品表面光洁,要求产品在脱离点的剪切应力较小,并且尽早脱离模具。牵引力的变化反应了产品在模具中的反应状态,它与许多因素,如:纤维含量、制品的几何形状与尺寸、脱模剂、温度、拉速等有关系。
(4)各拉挤工艺变量的相关性
热参数、拉速、牵引力三个工艺参数中,热参数是由树脂系统的特性来确定的,是拉挤工艺中应当解决的首要因素。拉挤速度确定的原则是在给定的模内温度下的胶凝时间,保证制品在模具中部胶凝、固化。牵引力的制约因素较多,如:它与模具温度关系很大,并受到拉挤速度的控制。拉速的增加直接影响到剪切应力的第二个峰值,即脱离点处的剪切应力;脱模剂的影响也是不容忽视的因素。
为了提高生产效率,提高制品的性能,降低牵引力,使产品顺利脱模,采用良好的脱模剂是十分必要的,这在成型工艺中起到决定性的作用。
我公司很好的掌握并利用了其中的生产要点,以过硬的质量在同行业的市场份额中一直处于遥遥领先的地位。生产的玻璃钢梁在养猪业的使用上最长记录为3.6米,中间无支撑。
河北卓新玻璃钢制品有限公司
电话:0318-8586655
手机:15531895551
传真:0318-8298887
"};